6ES7222-1HD22-0XA0产品信息
更新:2023-10-26 04:00 编号:22220759 发布IP:101.85.196.90





- 发布企业
- 浔之漫智控技术(上海)有限公司商铺
- 认证
- 资质核验:已通过营业执照认证入驻顺企:第3年主体名称:浔之漫智控技术(上海)有限公司组织机构代码:91310117MA1J3R698D
- 报价
- 请来电询价
- 品牌
- 西门子
- 型号
- 模块
- 产地
- 德国
- 关键词
- 西门子总代理商,西门子PLC模块代理商,西门子中国授权代理商,西门子S7-1200模块代理商
- 所在地
- 上海市松江区广富林路4855弄88号3楼
- 联系电话
- 15821971992
- 全国服务热线
- 15821971992
- 经理
- 聂聪 请说明来自顺企网,优惠更多

详细介绍
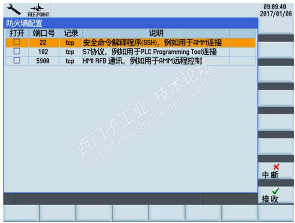
使用西门子808D系统与PC通信时,很多用户都会遇到的一个问题:有些情况下无法建立CNC与PC的通信。 使用西门子808D系统无法与plc Programming Tool 或者AMM软件正常连接。花了很长时间才解决这个问题。 在使用808D或者808D ADVANCED的*新系统4.7.sp4时发现PC与808D系统通过PLC Programming Tool 或者AMM软件无法正常连接。 按系统通讯键
5、打开防火墙
6、PC与808D通讯成功 |


螺纹是在圆柱或圆锥表面上,沿着螺旋线所形成的具有相同剖面和规定牙型的连续凸起和沟槽。在各种机械产品中,带有螺纹的零件应用广泛。它主要用作连接零件、紧固零件、传动零件和测量用的零件等等。在数控车床上加工螺纹是比较常用的加工方法之一。数控车床上加工螺纹以加工精度高、产品统一性好、加工范围广等优势在机械加工中占有越来越重要的地位。本文从实际应用出发,阐述了在数控车床上加工螺纹时,由于设备、刀具或者操作人员的原因,在切削过程中容易发生的故障,以及解决办法。 随着科学技术的发展,数控车床越来越普及,在数控车床上车削螺纹在机械加工中被越来越多的使用。数控车床以加工精度高、产品同一性好、加工范围广、调试方便(特别是它能精密加工在普车上比较难加工的一些特殊表面零件)等优势在机械加工中占有越来越重要的地位。在数控车床上车削螺纹时常见故障及解决方法主要有:
1.扎刀 1.1主要原因 (1)车刀的前角太大,机床X轴丝杆间隙较大;(2)车刀安装得过高或过低;(3)工件装夹不牢;(4)车刀磨损过大;(5)切削用量太大。 1.2解决方法 (1)减小车刀前角,维修机床调整X 轴的丝杆间隙,利用数控车床的丝杆间隙自动补偿功能补偿机床X 轴丝杆间隙; (2)车刀安装得过高或过低:过高,则吃刀到一定深度时,车刀的后刀面顶住工件,增大摩擦力,甚至把工件顶弯,造成扎刀现象;过低,则切屑不易排出,车刀径向力的方向是工件中心,加上横进丝杠与螺母间隙过大,致使吃刀深度不断自动趋向加深,从而把工件抬起,出现扎刀。此时,应及时调整车刀高度,使其刀尖与工件的轴线等高(可利用尾座**对刀)。在粗车和半精车时,刀尖位置比工件的中心高出1%D左右(D表示被加工工件直径)。 (3)工件装夹不牢:工件本身的刚性不能承受车削时的切削力,产生过大的挠度,改变了车刀与工件的中心高度(工件被抬高了),形成切削深度突增,出现扎刀,此时应把工件装夹牢固,可使用尾座**等,以增加工件刚性。 (4)车刀磨损过大:引起切削力增大,顶弯工件,出现扎刀。此时应对车刀加以修磨。 (5)切削用量(主要是背吃刀量和切削速度)太大:根据工件5 导程大小和工件刚性选择合理的切削用量。 2.乱扣 2.1故障现象 当丝杠转一转时,工件未转过整数转而造成的。 2.2主要原因 机床主轴编码器同步传动皮带磨损,检测不到主轴的同步真实转速;编制输入主机的程序不正确;X轴或Y轴丝杆磨损。 2.3解决方法 (1)主轴编码器同步皮带磨损:由于数控车床车削螺纹时,主轴与车刀的运动关系是由机床主机信息处理中心发出的指令来控制的,车削螺纹时,主轴转速恒定不变,X或Y 轴可以根据工件导程大小和主轴转速来调整移动速度,中心必须检测到主轴同步真实转速,以发出正确指令控制X 或Y轴正确移动。如果系统检测不到主轴的真实转速,在实际车削时会发出不同的指令给X或Y,那么这时主轴转一转,刀具移动的距离就不是一个导程,第二刀车削时螺纹就会乱扣。这种情况下,我们只有维修机床,更换主轴同步皮带。 2)编制输入的程序不正确:车削螺纹时为了防止乱扣,必须保证后一刀车削轨迹要与前一刀车削轨迹重合,在普车上我们用倒顺车法来预防乱扣。在数控车床上,我们用程序来预防乱扣,就是在编制加工程序时,我们用程序控制螺纹刀在车削前一刀后,退刀,使后一刀起点位置与前一刀起点位置重合(相当于在普车上车削螺纹时,螺纹刀退回到前一刀所车出的螺旋槽内),这样车出的螺纹就不会乱扣。有时,由于程序输入的导程不正确(后一段程序导程与前一段程序导程不一致),车削时也会出现乱扣现象。 (3)X 轴或Y 轴丝杆磨损严重:维修机床,更换X 轴或Z轴丝杆。 3.螺距不正确 3.1主要原因 主轴编码器传送回机床系统的数据不准确;X 轴或Y 轴丝杆和主轴的窜动过大;编制和输入的程序不正确。 3.2解决方法 (1)主轴编码器传送数据不准确:维修机床,更换主轴编码器或同步传送皮带; (2)X 轴或Y 轴丝杆和主轴窜动过大:调整主轴轴向窜动,X 轴或Y 轴丝杆间隙可以用系统间隙自动补偿功能补偿; (3)检视程序,务必使程序中的指令导程与图纸要求一致。 4.牙型不正确 4.1主要原因 车刀刀尖刃磨不正确;车刀安装不正确;车刀磨损。 4.2解决方法 (1)车刀刀尖刃磨不正确:正确刃磨和测量车刀刀尖角度,对于牙型角精度要求较高的螺纹车削,可以用标准的机械夹固式螺纹刀车削,或者把螺纹刀用磨床刃磨。 (2)车刀安装不正确:装刀时用样板对刀,或者通过用百分表找正螺纹刀杆来装正螺纹刀。 (3)车刀磨损:根据车削加工的实际情况,合理选用切削用量,及时修磨车刀。 5.螺纹表面粗糙度大故障分析 5.1主要原因 刀尖产生积屑瘤;刀柄刚性不够,切削时产生震动;车刀径向前角太大;高速切削螺纹时,切削厚度太小或切屑向倾斜方向排出,拉毛已加工牙侧表面;工件刚性差,而切削用量过大;车刀表面粗糙度差。 5.2解决方法 (1)用高速钢车刀切削时应降低切削速度,并正确选择切削液; (2)增加刀柄截面,并减小刀柄伸出长度; (3)减小车刀径向前角; (4)高速钢切削螺纹时,*后一刀的切屑厚度一般要大于0.1mm,并使切屑沿垂直轴线方向排出; (5)选择合理的切削用量; (6)刀具切削刃口的表面粗糙度应比零件加工表面粗糙度值小2 —— 3 档次。 车削螺纹时产生的故障形式多种多样,既有设备的原因,也有刀具、操作者等的原因,在排除故障时要具体情况具体分析,通过各种检测和诊断手段,找出具体的影响因素,采取有效的解决方法。 |

| 成立日期 | 2019年09月10日 | ||
| 法定代表人 | 袁宜男 | ||
| 注册资本 | 5000000 | ||
| 主营产品 | 西门子PLC模块、CPU模块、DP通讯电缆、6GK交换机、低压电器授权总代理商、代理商中国授权一级总代理商 | ||
| 经营范围 | 从事智能科技、自动化科技、机电领域内的技术开发、技术转让、技术咨询、技术服务,工业自动化设备安装,工业自动化控制设备、电气设备、机电设备、电子产品、五金产品、金属材料、仪器仪表、橡塑制品销售,商务信息咨询,软件开发,建筑装修装饰建设工程专业施工,建筑安装工程(除特种设备),机械设备租赁(不得从事金融租赁),物业管理。工业自动化设备加工、销售。【依法须经批准的项目,经相关部门批准后方可开展经营活动】 | ||
| 公司简介 | 浔之漫智控技术(上海)有限公司是中国西门子的合作伙伴,公司主要从事工业自动化产品的集成,销售和维修,是全国知名的自动化设备公司之一。公司坐落于中国一线城市上海市,我们真诚的希望在器件的销售和工程项目承接、系统开发上能和贵司开展多方面合作。以下是我司主要代理西门子产品,欢迎您来电来函咨询,我们将为您提供优惠的价格及快捷细致的服务!西门子华东区域代理SIEMENS可编程控制器1、SIMATICS7系列 ... | ||
- 西门子6ES7231-0HF22-0XA0详细使用3UG4621/3UG4622监控继电器3UG4621或3UG4622电流监控继... 2023-10-26
- 西门子6ES7231-0HC22-0XA8详细使用SIRIUS3UG4622监控继电器继电器监控单相AC电流(rms值)和DC电流... 2023-10-26
- 西门子6ES7223-1PM22-0XA8详细使用1、刀具的选择应满足:安装调整方便、刚性好、精度高、耐用度高等要求。1)刀具主要... 2023-10-26
- 西门子6ES7223-1BM22-0XA8详细使用根据被加工零件图纸,按照已经确定的加工路线和允许的编程误差,计算数控编程所需要的... 2023-10-26
- 西门子6ES7223-1PL22-0XA8详细使用1)G00、G01、G02、G03快速点定位G00X(U)_Z(W)_;直线插补... 2023-10-26
 6ES7222-1BD22-0XA0产品信息品牌:西门子
6ES7222-1BD22-0XA0产品信息品牌:西门子 6ES7222-1HF22-0XA8产品信息品牌:西门子
6ES7222-1HF22-0XA8产品信息品牌:西门子 6ES7222-1EF22-0XA0产品信息品牌:西门子
6ES7222-1EF22-0XA0产品信息品牌:西门子 6ES7222-1BF22-0XA8产品信息品牌:西门子
6ES7222-1BF22-0XA8产品信息品牌:西门子 6ES7221-1EF22-0XA0产品信息品牌:西门子
6ES7221-1EF22-0XA0产品信息品牌:西门子 6ES7223-1BF22-0XA8产品信息品牌:西门子
6ES7223-1BF22-0XA8产品信息品牌:西门子 6ES7223-1HF22-0XA8产品信息品牌:西门子
6ES7223-1HF22-0XA8产品信息品牌:西门子 6ES7223-1BH22-0XA8产品信息品牌:西门子
6ES7223-1BH22-0XA8产品信息品牌:西门子- 6ES7223-1PH22-0XA8产品信息品牌:西门子
 6ES7223-1BL22-0XA8产品信息品牌:西门子
6ES7223-1BL22-0XA8产品信息品牌:西门子








